Q2:
From the flow chart and tables in part1 we simply understand that too many products entering to the system and require the same machines which there are not enough machines available and this is a practical.
Q3:
There are some wastes in the system. To improve the system we have to do some changes in that.
1: waiting:
Considering the manufacturing of product A, B I found out there is a delay in the Jig bore for product A and it has to wait for product B to finish the process for 0.85 hour
And after that there is another delay for setting up the machine for next product which is 5 hours. We have queue time for most of the processes which cause delay in manufacturing the product. To avoid this we can add some more machines to bring down the queue time so next product which come in instead of waiting in queue it can go to another machine which is free.
 La machine Dujardin donnant la force motrice
La machine Dujardin donnant la force motrice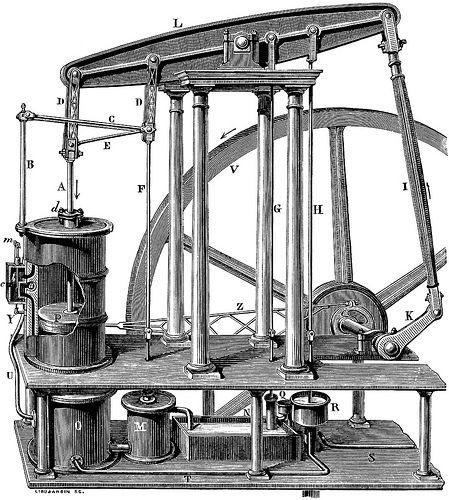 Machine à vapeur à double effet
Machine à vapeur à double effet vending machines stand in a line.
vending machines stand in a line.There is another possibility to reduce the delay time without any additional resources:
How does a part identify itself as ready to be worked on? How does the appropriate machine "know" how to signal its availability? How does the part "know" where to go when it gets that signal? Therefore if a machine is available the part does not have to wait - it goes to the first available machine.
2: Transportation:
Transportation is another waste occurred in our system. There is a big distance between stores and line side of manufacturing which cause delay and increase the cost of manufacturing.
Transporting product between processes is a cost incursion which adds no value to the product. Excessive movement and handling cause damage and are an opportunity for quality to deteriorate. Material handlers must be...