Moulding Techniques
The basic ingredients for the formation of intricate, basic and mass-produced heavy or light products are metals and plastics broadly and occasionally ceramics. Starting with metals and moulding techniques in this assignment. Only the most common are described:
Casting
Sand casting - mainly ferrous
Investment casting - non-ferrous and non-ferrous
Continuous casting - mainly ferrous
Centrifugal casting - ferrous and mainly non-ferrous
Die casting - mainly non-ferrous
Gravity die-casting - mainly non-ferrous
Pressure die-casting - mainly non-ferrous
Low Pressure die-casting - mainly non-ferrous
Other Moulding techniques commonly used on metals
Forging - ferrous and non-ferrous
Sheet metal pressing - ferrous and non-ferrous
Non-Ferrous Metals
Metals which do not contain any iron. They are not magnetic and are usually more resistant to corrosion than ferrous metals.
Examples are aluminium, copper, brass, lead, zinc, tin, magnesium, nickel and titanium
Ferrous
Metals which contain iron. They may have small amounts of other metals or other elements added, to give the required properties.
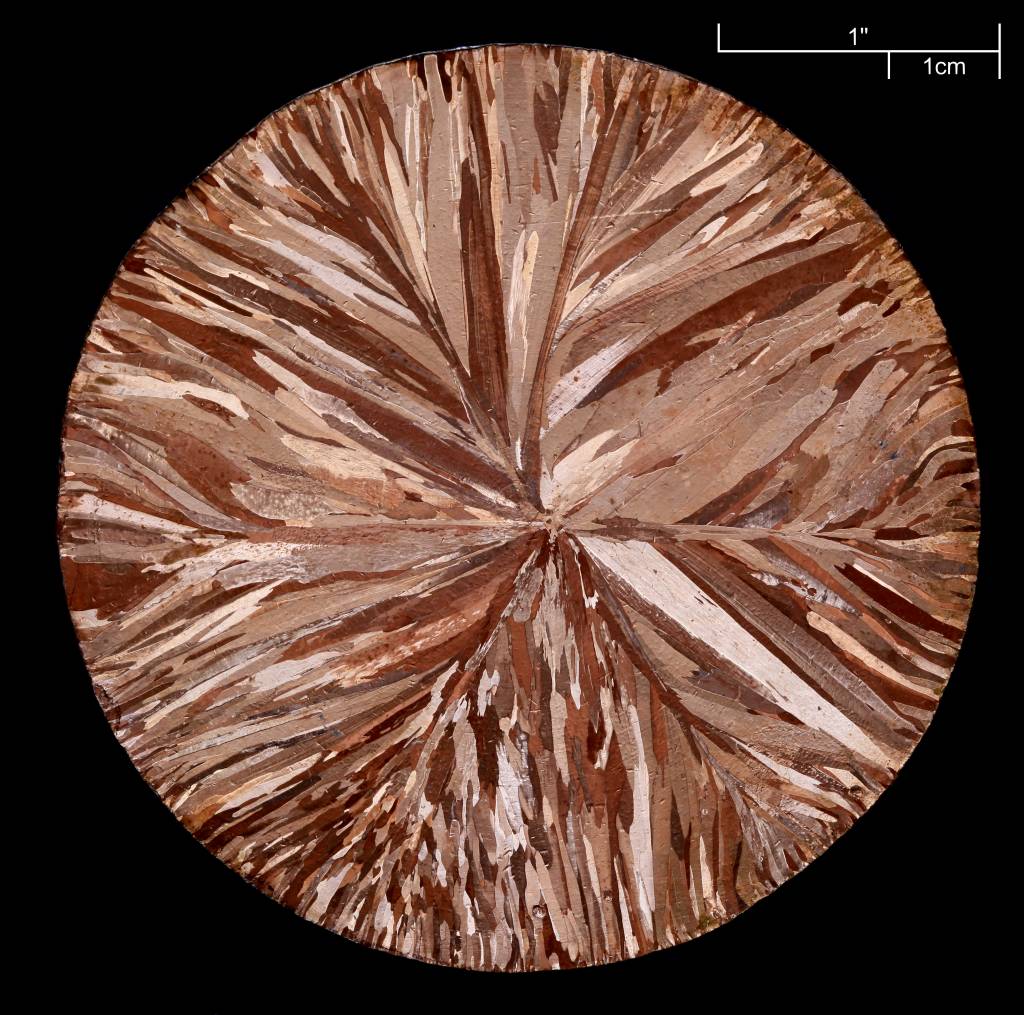 Continuous casting copper disc (99.95% pure), macr...
Continuous casting copper disc (99.95% pure), macr... English: An investment cast turbocharger turbine.
English: An investment cast turbocharger turbine. English: Investment casting shell for a turbocharg...
English: Investment casting shell for a turbocharg...All ferrous metals are magnetic and give little resistance to corrosion.
Tables of ferrous and non-ferrous metals included with properties and uses and the relevant casting methods.
Casting
Casting consists of shaping components (castings) by pouring or injecting molten metal into a mould of the required shape and then allowing it to solidify by cooling. The shape is that of the finished product or may require machining or other manipulative processes to change its properties. Moulds are made usually in two or more parts and cores are used to incorporate hollow casting as well as the cavity being oversize to incorporate shrinkage, this obviously decreases dimensional accuracy and log thin sections may not be possible. Various casting techniques are used depending on the metal, size, shape of the finished casting and the number of castings required:
Sand casting
Consists of making a pattern out of wood or another easily shape able material and packing a special mixture of clay sand round half of the pattern, this is so the pattern can be removed before the two halves of the mould are brought together and metal poured in. The pattern is made the same shape as the finished product but larger to allow for shrinkage of the metal as it cools. The pattern removed and the molten metal is poured into the mould until it is full this is identifiable by the riser being full of molten metal this acts as a reservoir to feed the metal shrinkage. When the metal has cooled and solidified the sand is broken away to expose the casting, the mould can only ever be used once. A wide range of alloys can be cast by this method. Sand casting is used to manufacture such products and components as bench vice bodies, machine tool beds, motor vehicle engine blocks and cylinder heads.
Advantages
- One-piece products of complex shape can be made at moderate cost and in large quantities, so casting is often a better alternative to fabricated sub-assemblies.
- A flexible process that can cope equally as well with heavy castings, large and small parts made singularly or in clusters.
- Castings can be subject to a range of heat-treating for both stress relief and grain refinement. Surface hardness can also be varied within certain limits.
- There is little wastage as feeders and risers can be reheated and used again. It is easy for the designer to put metal where it is needed.
Dis-Advantages
- Each mould and core can only be used once, so time is spent after each casting making the next mould.
- Sand casting is not as accurate as other methods of casting either dimensionally or in terms of surface finish.
- There is an economic break-even point for certain types of shape (usually relatively simple ones), below which fabrication or machining from a solid is cheaper than making patterns cores or moulds ect.
- Unpleasant smelly dirty working environment with a large floor space needed to accommodate moulds in the course of assembly and those ready for pouring.
Investment casting
A precision casting process in which the patterns are made out of low melting point wax. This wax is coated in many layers of ceramic which when hardened and wax melted out becomes the final mould into witch the molten metal is poured. This is extremely effective for metals with high melting points and a high dimensional accuracy is required such metals that cause rapid die failure, size and batch quantity are limited but the need not to machine should recoup the expensive mould. When a ceramic mould is made large batches can be made though expensive and filled using pressure or the centrifugal process is suitable for a good surface finish. Shell cracking has been a problem for steel as it cools but as part of lost foam casting method
Advantages
- Because the pattern is produced as one piece wax structures no pattern removal is necessary (it is melted out) nor is there a need for separate cores or loose pattern pieces.
- The most complex shapes can be readily produced.
- Accuracy and surface finish are usually so good no machining is necessary, particularly good when dealing with hard to machine metals such as Nimonics used in gas turbine blade manufacture.
- Multiple components can be produced in one cast.
- The pouring operation is readily adaptable to vacuum casting further enhancing casting quality and consistency
- Parts Can be Used "As Cast"
Dis-Advantages
- A complex process overall, involving many steps limited to relatively small components such as turbine blades replacement hip joins etc weighing up to approximately 15kg
- Highly skilled labour is required making the process expensive. Mould materials are costly, wax reused, the investment not.
- Manufacture of the aluminium die used to make the wax pattern can be expensive if the component has a complex shape.
Continuous Casting
Continuous Casting is the process whereby molten steel is solidified into a "semi finished" billet, bloom, or slab for subsequent rolling in the finishing mills.
"Continuous casting" has evolved to achieve improved yield, quality, productivity and cost efficiency. This method is the quickest way of making the ingots but is mostly for low carbon content due to the brittleness the higher carbon brings. The drawings below show some examples of continuous caster configurations.
Steel from the electric or basic oxygen furnace is tapped into a ladle and taken to the continuous casting machine. The ladle is raised onto a turret that rotates the ladle into the casting position above the tundish. Liquid steel flows out of the ladle into the tundish, then into a water-cooled copper mould. Solidification begins in the mould, and continues through the First Zone and Strand Guide. The billets may be torch cut then intermediately stored before finishing rolling.
Centrifugal Casting
In centrifugal casting, a permanent mould is rotated about its axis at high speeds (300 to 3000 rpm) as the molten metal is poured. The molten metal is centrifugally thrown towards the inside mould wall, where it solidifies after cooling. This method is only used for simple geometrical shapes like pipes and is not suitable for complex shapes. The inside diameter has more impurities and inclusions, which can be machined away. The casting is usually a fine grain casting with a very fine-grained outer diameter, which is resistant to atmospheric corrosion it is also reinforced and can have an increased density of levels up to >=50% by volume. This is also a way of creating identical parts at one time which helps with the expensive mould costs. Typical materials that can be cast with this process are iron, steel, stainless steels, and alloys of aluminium, copper and nickel. Two materials can be cast by introducing a second material during the process. Typical parts made by this process are pipes, boilers, pressure vessels, flywheels, cylinder liners, gears and machine parts, bushings, medallions, figurines, souvenirs, memorial coins and plaques, toy and model parts and other parts that are axi-symmetric.
Die casting
A group casting process employing re-useable metal (or occasionally graphite) dies. Mainly used for non-ferrous metals, which is either gravity poured or forced in the die cavity under pressure. They will be gone into more detail after the advantages and dis-advantages:
Advantages
- The hot chamber process lends itself to rapid economic mass production using semi-skilled labour.
- Die-casting has relatively good tolerances (0.025mm) and frequently eliminates the need for machining. Very thin sections can be produced less than 1mm thick, owing to the high pressures needed to fill the die cast the cavity can be both complex with core holes accurately positioned.
- Exceedingly smooth surface finish is produced due to the highly polished surfaces of the die. This often eliminates the need for any surface finish treatments injection moulding can readily accommodate the inserts of other metals (e.g. steel studs), cast integral within the die casting.
- The hot chamber process is easy to perform under a vaccume, so minimizing the risk of casting porosity.
- Finally high production rates and dimensional finish
Dis-advantages
- Mainly non-ferrous metals with melting points of no more than 900 degrees C can be die cast if heavy die wear is to be avoided. The cost of die sinking (reproducing a components shape in a solid block of metal) is very high because of the skilled labour required, although this is now less of a problem thanks to CNC machine tools.
- The cost of the alloy steels used for the die making is high.
- Significant die design changes are virtually impossible.
- Owing to the high tooling costs, die casting can only be economically justified for mass production e.g. runs of at least 20000.
- If production is reliant on such large quantities, the risk of die failure cannot be ignored. This usually means that two die sets per component are held, one as a stand by, making die costs even higher.
- Parts that can be die cast are limited in both physical size and mass- typically up to 30kg in light alloy. Aluminium and its alloys can only be cast using the cold chamber process, so this biases the use of these materials towards relatively high-value components.
- While casting porosity is a potential problem with all die casting methods, castings made via the cold chamber method are more prone to porosity than other die castings as a result of entrainment of gases when ladling the molten metal into the die. vacuum casting reduces this problem, but is much more difficult to achieve than a highly automated hot chamber process.
- Metal shrinks as it cools. Therefore, a casting is larger when it is hot than after it cools. When making a die, the diemaker has to make the die slightly larger than the finished casting.. The amount of shrinkage depends upon the type of metal being cast, and on the whether the mold will cool quickly of slowly. For small castings, the shrinkage rate is:
Iron - 1/8" per foot
Steel - 1/4" per foot
Aluminum - 5/32" per foot
Brass - 3/16" per foot
Gravity die-casting
Uses metal dies in place of the sand mould in the previous process. This has an inherent problem of venting the die cavity, as sand had a slight permeability, steel has none. The dies have to be in two parts so the component can be removed when it has cooled. This means the die has to be easily opened high pressure must be used to lock the die shut to avoid flashing when molten metal seeps through the die joints line. These dies are expensive to produce but can be used over and over. The number of components that can be made before the dies have to be replaced ranges from hundreds to thousands depending on the melting point of the metal being cast and the alloy steel used for the dies. This process is used for alloys and metals with a low melting temperature.
In low pressure and gravity die casting processes, the filling of the die cavity is slow and the metal die has the capacity to rapidly extract heat from the molten alloy. The major role of the die coat is to provide insulation to the molten alloy to prevent premature solidification of the casting.
The application of ceramic-based die coat to the die cavity:
CASTcoat on an automotive manifold die.
- Provides adequate insulation and prevents premature solidification.
- Protects the die surface from corrosion and erosion attack from the molten alloy.
- Reduces thermal stresses between the die and casting by providing a thermal barrier.
- Assists in the release of the casting from the die.
Pressure die-casting
Consists of injecting a charge of molten metal into metal dies at very high pressure. Again split metal dies are used. The castings are usually made of metals with a low melting temperature such as aluminium and its alloys and zinc based alloys such as 'Mazak'. This process is widely used for the manufacture of car door handles, fuel pump bodies, badges and other small components. Pressure die-casting comes in both high and low pressure casting metods:
High Pressure Die Casting
In this process, the liquid metal is injected at high speed and high pressure into a metal mould. This equipment consists of two vertical platens on which bolsters are located which hold the die halves. One platen is fixed and the other can move so that the die can be opened and closed. A measured amount of metal is poured into the shot sleeve and then introduced into the mould cavity using a hydraulically driven piston. Once the metal has solidified, the die is opened and the casting removed.
In this process, special precautions must be taken to avoid too many gas inclusions which cause blistering during subsequent heat-treatment or welding of the casting product.
Low-pressure die casting
This is slightly more complex die-casting method, but has the advantage that runners are not required, thus offering a greater casting yield for a given volume of metal cast. The process involves replacing gravity-fed metal into the die with a pneumatic force derived from a low pressure compressed air source, 0.5-1 bar applied to the metal forceing it up a ceramic-lined feeder tube from the crucible below into the die cavity. Not having to remove the runners and risers reduces fettling costs and machine time. Die life is about 50000 castings, aluminium alloy wheels, multivalve engine cylinder heads and similar complex-shaped parts are typical of the products made by this process.
Forging
The shaping of very hot metal, by force, in a die. The metals used are carbon and alloy steels. The process consists of heating the metal in the form of a billet to a specified temperature such that it is soft and plastic (but not molten). The heated billet is placed in the bottom half of the die where-upon it is stuck extremely hard by the top half of the die forcing the metal into the full extents of the die cavity. Forging is used to make very tough shock resistant products components such as crankshafts, camshafts and connecting rods for the automobile industry, and hand tools such as spanners and wrenches.
Sheet metal pressing
Pressing is the shaping of sheet metal, ferrous and non-ferrous, in a die of the desired shape, under force while cold. The material must be annealed prior to pressing. When a number of pressing operations have been carried out to achieve the final desired shape the material will inevitably require interstage annealing to ensure tear and ripple-free products. Pressing is used to manufacture products such as automobile body parts and domestic appliance castings, oven and kitchen ware.
Summary tables and graph of ferrous metals, properties, techniques and uses
The basic alloys of iron alloyed with carbon and silicon identified with respect to their content. Steels are continuously cast, ingots are rolled and the finer properties are engineered. Casting the product to the desired shape has the advantage the desired shape is complex and may need less machining, due to the shrinking of the various alloys the need of runners and risers are needed to feed the shrinkage, this also avoids the inherent problems of welding which has strength and fatigue problems. Steel has a lower fatigue resistance but through heat treatment this can be made more acceptable. An alloy is much stronger and has different properties to that of its counter parts (usually) the useful very common alloys are stated but having different properties depends on the useful range in that particular alloy therefore only common alloys are stated and the material is given as the pure metal. The tables beneath cover the various forming techniques, properties and uses for both ferrous and non-ferrous metals.
Common Ferrous Metals
Name Composition Properties Uses and Technique for forming the desired component
Mild Steel 0.15 to0.30% carbon Tough, high tensile strength, ductile. Because of low carbon content it can not be hardened and tempered. It must be case hardened. girders, Plates, nuts and bolts, general purpose. Sand, Continuous, Investment, Centrifugal casting
High Speed Steel medium carbon, tungsten, chromium and vanadium. Can be hardened and tempered. Can be brittle. Retains hardness at high temperatures. Cutting tools for lathes.Sand, Continuous, Investment, Centrifugal casting
Stainless Steel 18% chromium, and 8% nickel added. Corrosion resistant Kitchen draining boards. Pipes, cutlery, aircraft. Green sand, Continuous, Investment, Centrifugal casting
High Tensile Steel Low carbon steel, nickel and chromium. Very strong and very tough. Gears, shafts, engine parts. Sand, Continuous, Investment, Centrifugal casting
High Carbon Steel 0.70% to 1.40% carbon. The hardest of the carbon steels. Less ductile, tough and malleable. Chisels, hammers, drills, files, lathe tools, taps and dies. Sand, Continuous, Investment, Centrifugal casting
Medium Carbon Steels 0.30% to 0.70% carbon. Stronger and harder than mild steels. Less ductile, tough and malleable. Metal ropes, wire, garden tools, springs. Sand, Continuous, Investment, Centrifugal casting
Cast Iron Remelted pig iron with small amounts of scrap steel. Hard, brittle, strong, cheap, self-lubricating. Whitecast iron, grey cast iron, malleable cast iron. Heavy crushing machinery. Car cylinder blocks, vices, machine tool parts, brake drums, machine handle and gear wheels, plumbing fitments. Sand, Continuous, Investment, Centrifugal casting
Non-Ferrous Metals
Name Composition Properties Uses and Technique for forming the desired component
Aluminium Pure Metal Greyish-White, soft, malleable, conductive to heat and electricity, It is corrosion resistant. It can be welded but this is difficult. Needs special processes. Aircraft, boats, window frames, saucepans, packaging and insulation, pistons and cranks. sand, gravity, centrifugal & pressure die cast
Aluminium alloys- (Duraluminium) Aluminium +4% Copper+1%Manganese Ductile, Malleable, Work Hardens. Aircraft and vehicle parts.
Copper Pure metal Red, tough, ductile, High electrical conductor, corrosion resistant, Can work hard or cold. Needs frequent annealing. Electrical wire, cables and conductors, water and central heating pipes and cylinders. Printed circuit boards, roofs. Continuous, centrifugal and sand casting
Brass 65% copper +35%zinc. Very corrosive, yellow in colour, tarnishes very easily. Harder than copper. Good electrical conductor. Castings, ornaments, valves, forgings. Sand, green sand casting Die Casting and investment rarely for items which need thin walled section,
Lead Pure metal The heaviest common metal. Soft, malleable, bright and shiny when new but quickly oxidizes to a dull grey. Resistant to corrosion. Protection against X-Ray machines. Paints, roof coverings, flashings. Die-casting, sand casting.
Zinc Pure metal A layer of oxide protects it from corrosion, bluish-white, easily worked. Makes brass. Coating for steel galvanized corrugated iron roofing, tanks, buckets, rust-proof paints. Investment, sand and Die-casting
Tin Pure metal White and soft, corrosion resistant. Tinplate, making bronze. gravity die casting, pressure die casting and centrifugal casting
Gilding metal 85% copper+15% zinc. Corrosion resistant, golden colour, enamels well. Beaten metalwork, jewellery.
Magnesium Pure metal, mostly used as an alloy due to its reactivity. Very abundant 2% of the Eaths crust Highly reactive, light alloying additive to aluminium, beverage cans, car wheels extensively in aerospace components. sand, permanent, semi permanent mould, shell and die-casting
Nickel Pure metal high resistance to corrosion, high heat resistance chemical industry. Centrifugal, Investment, and Sand casting
Titanium Pure metal alloys are extremely strong; high tensile strengths highly ductile and easily machine-able airplane structures, space vehicles, petroleum and chemical industries. Sand, investment, die, gravity and pressure die cast methods
There may be other casting methods associated with each of the metals these are not included as there weren't sufficient sources to back it up. Part of the problem with non-ferrous metals is they don't exist in industry as pure metal mostly as alloys.
References:
Fundamentals of Manufacturing for engineers Fred Walters
Engineering Materials Technology W Bolton
Basic Manufacturing Roger Timings with Kenneth Saunders, Peter Birt, Michael Brian and Terry Cunnew
Year 10 Manufacturing
http://www.design-technology.org/
American iron and steel institute By Bruce Kozak, & Joseph Dzierzawski
www.offshoresolutions.com/products/metal/centrifugalCastings
www.castcraft.com/centinf.htm
http://www.key-to-steel.com/Articles.asp
http://info.lu.farmingdale.edu/depts/met/met205/index.html
www.key-to-metals.com
http://www.engineershandbook.com/Tables/castchart.htm
http://www.eere.energy.gov/industry/metalcasting/pdfs/umr311_fs.pdf
http://www.elecmat.com